Copper beryllium is a high strength, precipitation hardenable alloy. The hardening process greatly improves the strength, hardness and other mechanical properties of the materials but it can lead to distortion of the part, unless care is exercised to prevent it. Let’s look at the hardening process first before discussing how to prevent part distortion.
Age hardening (also called aging, precipitation hardening, or simply heat treating) is the elevated temperature treatment required to fully develop the strength and hardness of copper beryllium alloys. Age hardenable tempers of copper beryllium are normally heat treated after the parts have been machined or stamped. Mill hardened copper beryllium, which is not subject to distortion, is supplied in the age hardened condition and requires no further heat treatment after forming. When age hardening is done after the part has been formed, dimensional or shape distortion can occur.
Age hardening of copper beryllium involves the metallurgical precipitation of a hard beryllide phase within the copper alloy matrix. This hard phase has a higher density than the matrix, and its formation at elevated temperature leads to a slight volume change during the aging cycle. The volume change is negative, which means that the density increases. For high strength copper beryllium alloys, such as our Alloys 25, M25 and 165, the VOLUME change is about 0.6%. Correspondingly, the LINEAR
dimensional change for high strength copper beryllium is 0.2%. These values are approximate since alloy temper, as well as the age hardening time and temperature, will exert a slight influence on volume change.
The high conductivity copper beryllium alloys (Alloys 3 and 10), because of their lower beryllium content, have an almost zero volume change during age hardening. Similarly, our spinodally hardened BrushForm® 96 and BrushForm® 158 copper-nickel-tin alloys experience no volume change during spinodal decomposition. Distortion during heat treatment is not a problem for these alloys.
If volume change occurs uniformly throughout the part during age hardening, density would increase, and the overall shape of the part would not be affected. This uniform change could be included in dimensional design calculations and would not present major problems. However, if volume change is not uniform, shape distortion can occur. These factors can lead to non-uniform age hardening in copper beryllium parts.
Variation in temperature while aging large or long parts is a possible source of distortion. However, distortion problems are also encountered in small stamped or machined parts where local temperature conditions during aging are uniform.
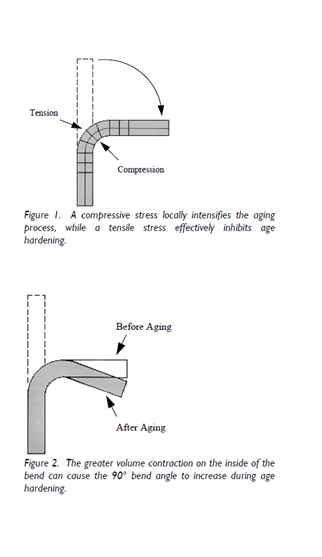
The most likely cause of aging distortion in small parts is non uniform residual stresses resulting from mechanical forming operations such as machining, stamping, bending, coining, straightening, etc. For example, the flat strip formed into a simple bend in Figure 1 will be in compression on the inside of the bend and in tension on the outside.
Since age hardening copper beryllium is accompanied by a volume contraction (increase in density), the presence of a compressive stress will, by LeChatelier’s Principle, locally promote or intensify the aging response. Correspondingly, tensile stress will inhibit the aging process. When the part with the bend is age hardened, the aging response (and therefore, the volume contraction) will be greatest at the inside of the bend radius and will decrease through the thickness of the strip toward the outside bend radius. The occurrence of greater volume contraction on the inside of the bend will cause the 90° bend angle in Figure 1 to increase during aging, as shown in Figure 2.
Flat parts exhibit aging distortion problems more readily than other shapes. This is because of the lack of stiffening features in the design and the tendency of distortion to be magnified by long dimensions. As well as changes in angles, aging distortion can lead to bending, twisting, buckling and waviness. Although aging distortion occurs early in the aging cycle time, the heating rate does not affect distortion. The cooling rate, following age hardening, does not influence shape distortion.
Alloy and temper selection, fixturing, age hardening conditions, and stamping adjustments can all be used to control part distortion.
Selecting a mill hardened copper beryllium alloy, eliminates aging distortion problems altogether, because after stamping or machining, no additional heat treatment is required.
Most aging distortion problems arise from nonuniform distribution of stresses. Techniques used to control these problems vary widely with the shape of the part. Large parts, including long rod and tube, can be fixtured to prevent metal movement by securing them to stiff beams or between flat plates during aging while other parts may be fixtured by tightly packing in sand. Smaller cup shaped stamped parts can be fixtured by nesting, but because of part design complexity, fixturing is not a universal option. Thin, flat parts can sometimes be self-fixtured by including plane stiffening features in the design.
Temper selection provides another means of controlling distortion; however, changing temper can also mean a different set of properties after aging. For distortion of large diameter rod in the cold worked temper, annealed temper rod can often be substituted with good results. In this case, residual stresses from cold work are totally eliminated. At other times, distortion can be resolved by increasing the uniformity of the residual stresses through temper selection. For example, the non-uniformity of the residual stresses from bends will be less significant in strip that has been more heavily worked during manufacturing. Therefore, to minimize aging distortion, the hardest copper beryllium temper meeting the formability requirements should be selected.
The forming operation itself can be used to promote more uniform stress patterns. As shown in Figure 1, a simple right-angle bend was produced by plastically deforming the metal in tension on the outside of the bend and in compression on the inside. Alternatively, to obtain the same bend configuration, the part could be initially bent past the right angle and then bent back to the desired angle, as shown in the two-step process in Figure 3.
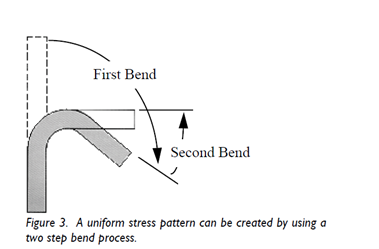
The reverse (second) bending operation will impose compression on the outside of the bend (which was initially formed in tension) and conversely, tension on the inside. The opposing stress states from the two sequential bends will, to some degree, “cancel” each other, or reduce total non-uniformity.
Larger radius bends will minimize stress non uniformity. However, with larger bend radii, the elastic springback after stamping may cause the residual stresses on the inside and outside of the bend to reverse signs. In this case, the aging distortion will be in the opposite direction as seen in tighter radius bends. Stamping tools can also be a source of residual stress leading to distortion problems. Dull tooling or excess die clearances can promote distortion at the stamped edge leading to high residual stress particularly in very narrow parts.
If the stress, or more importantly, the non-uniformity in stress cannot be eliminated, the age hardening conditions may be adjusted to lessen distortion. Age hardening at a higher temperature (for a correspondingly shorter time) will decrease distortion. High temperature aging will also decrease the peak strength or hardness the alloy can attain. As an example, if the aging temperature for our Alloy 25 material was increased from the standard 600°F (315°C) to an alternate temperature of 700°F (370°C), the aging time would decrease from 2 ±1 hours to about 30 ±3 minutes. Peak strength would decrease by about 15 ksi (10 kg/mm2, 100 MPa). The level of decrease in aging distortion at 700°F (370°C) can be significant, but its magnitude would depend on the initial stress state of the part.
Stress relief treatments before age hardening may reduce some residual stress but are not always effective in eliminating aging distortion. The residual stress level may be reduced by stress relieving; however, the nonuniformity in residual stress persists.
In review, distortion during the age hardening of copper beryllium parts is usually caused by non-uniform residual stress. Distortion can be reduced or eliminated by the following:
Thanks for joining me for another edition of In Our Element.
Processing beryllium-containing alloys poses a health risk if safe practices are not followed. Inhalation of airborne beryllium can cause serious lung diseases in some individuals. Occupational safety and health regulatory agencies worldwide have set mandatory limits on occupational respiratory exposures. Read and follow the guidance in the Safety Data Sheet (SDS) before working with this material. The SDS and additional important beryllium health and safety information and guidance can be found at berylliumsafety.com, berylliumsafety.eu and Materion.com. For questions on safe practices for beryllium-containing alloys, contact the Materion Product Stewardship Group at +1.800.862.4118 or contact us by e mail at Materion-PS@Materion.com.