In November 2020, we discussed coating designs appropriate for short pulse duration lasers [1]. Evolving requirements and applications of short pulse duration lasers are limited by laser-induced damage (LID) produced by the high peak powers. This article focuses on coating materials used and their behavior at ultrafast pulse durations of femtosecond (fs) lasers. At shorter pulse duration, UV and NIR wavelength lasers enable very small features to be produced with little to no heat damage. Compatibility with a large range of materials enables applications in surgery and in materials processing fields such as patterning and micromachining of solar cells, metals, and other semiconductor materials.
The introduction of mode-locked Q-switched solid-state lasers enables ultrafast laser energy applications. As lasers move from continuous wave to pulsed operation and then to ultrafast pulse duration regimes, the interactions with materials change. At very high repetition rates, the mechanism of the damage to optical coatings (LIDT) also changes. In past CMN articles, we touched on LIDT of coatings but in this case, the damage of the film transitions from a primarily thermal shock or localized heating mechanism to dielectric breakdown and structural damage, and finally to a multiphoton regime where the higher intensity induces rapid ionization and energetic plasma generation. The ionization and plasma liberates more electrons and a run-away avalanche effect dominates, amplifying material removal. In addition to improving industrial laser machining capabilities, ultrafast lasers enable custom applications in medicine that vary the pulse widths and repetition rate as well as wavelengths tailored to the amount of water, the material composition, a specific plasma density, and potentially restrictive temperature parameters. For example, compared to classic surgery, in which a scalpel slices through hundreds of cell layers of bone, teeth, or soft tissues, ultrafast lasers impact only a few cell layers with each pulse, thus minimizing trauma to neighboring tissues and improving patient recovery time.
Lasers with pulse durations in the nanosecond (ns) regime satisfy commonplace machining, cutting, and annealing requirements [2]. When the duration of the pulse of energy is shortened to the femtosecond (fs) at 10-15 s, the peak power delivered by a laser is greatly increased. Laser beam peak power is determined by energy density in the beam delivered within the pulse width. Power (watts / cm2) = J (energy density in Joules per cm2) / pulse duration (seconds). For example, a laser with an output energy density of 5 mJ/cm2 delivered in a 1 ns (10-9 s) pulse duration produces a peak power of 5 E6 W/cm2 (5 MW/cm2). A comparable femtosecond ultrafast laser power density with a pulse duration of 100 fs produces a peak power of 5 E12 W/cm2. When the beam is focused on a small area, the associated electric field is strong enough to cause laser-induced damage (LID) by introducing nonlinear effects related to material valence and conduction band energies.
Coatings have lower laser-induced damage thresholds (LIDT) than bulk materials, and therefore, they are the weak links and ultimate points of failure in high-power optical systems. The optical coatings associated with lasers producing fs durations require special considerations compared to incoherent light or longer-duration pulsed emission. In addition to the high beam power densities of the ultrafast lasers, the dispersive optical path in coatings, such as high reflectors and anti-reflective designs in the fs region, experience delays in the group velocity of the reflected waves, thus spreading the energy over wider bandwidths. This results in a decrease in the peak power of a pulse. Special coating designs control the delay to maximize power handling capacity. We discussed these effects in a previous CMN article.[1]
Femtosecond lasers have assisted intraocular cataract and refractive correction surgeries since the 1990s. In cataract surgery, the intraocular lens is removed and replaced. Femtosecond excimer lasers break up and emulsify the cataract lens for easy removal. In photorefractive keratectomy, excimer lasers reshape the cornea through ablation. Laser wavelengths of 1064 nm (Nd-YAG) and 1030 nm, which are only slightly absorbed by water, are also used in eye surgery. The beam is sharply focused to avoid damage to other parts of the eye. The focused high-power fast pulses ablate tissues and avoid heating damage.
Hole drilling is another application of short-duration high-power lasers, including micro-machining in metals and ceramics, micro-patterning of semiconductor surfaces, and machining biomedical stents [2]. Atto-sec (10-18 s) lasers are used in the study of molecular dynamics. In the micro-machining of metals, semiconductors, and plastics, cleaner and better-defined holes are drilled with fs lasers at lower energy density than possible with ns and microsecond (µs) pulse duration lasers. Figures 1 and 2 illustrate this difference. With longer pulse lasers, interaction with the material occurs, and a plasma is generated that absorbs energy and causes melting instead of ablation. Ultrafast laser pulses efficiently deposit energy directly into the material to cause deep ablation.
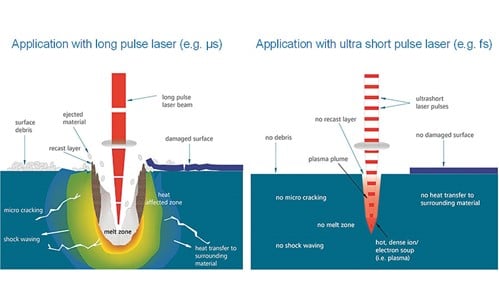
Figure 1. Comparing the ablation profiles produced by long (µs) and short (fs) pulse duration lasers.
More precise cuts are produced and damage due to heating is not present with short pulses (Reference 2)
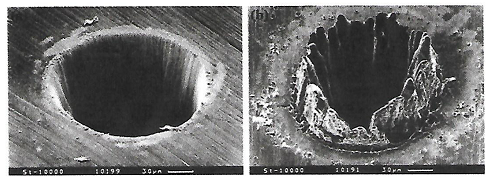
Figure 2. Pulsed laser holes drilled in a 100 µm thick steel foil.
Left: 200 fs 780 nm, 120 µJ. Right: 3.3 ns 780 nm, 1 mJ . (Reference 3)
In the first part of this issue, we discuss the relationship between damage threshold fluence and band gap energy for common oxide compounds. Single layers of SiO2, Al2O3, HfO2, Ta2O5 and TiO2, with equal optical thickness = 6 QW at 790 nm were deposited by ion beam sputtering (IBS) on fused silica substrates [3]. IBS deposition produces amorphous layers without defects. As discussed in previous CMNs, sputtering energies 50 to 100 times that of thermal evaporation produce a densely compacted amorphous microstructure. Low energy deposition processes produce columnar microcrystalline structures that are defected and porous and typically exhibit low LID thresholds (LIDT).
The band energies for the oxide materials studied ranged from 3.3 eV (TiO2) to 8.3 eV( SiO2) [4]. Pulse durations ranged from 25 fs to 1.3 ps (10-12 s). The threshold fluences (J/cm2) for each oxide are plotted compared to its pulse duration in Figure 3. Short pulse durations exhibit lower LIDT, and high-band gap materials survive higher LIDTs.
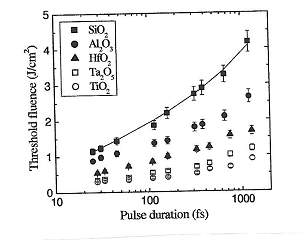
Figure 3. Measured damage threshold values vs pulse duration for oxide compound layers with band energies ranging from highest at 8.3 (SiO2) to lowest at 3.3 (TiO2).
Threshold trends higher for the lower index wide band materials. (Reference 4)
An essentially linear relation was found between the energy gap and LIDT, as seen in Figure 4, which relates the band energy to LID for three pulse durations [4].
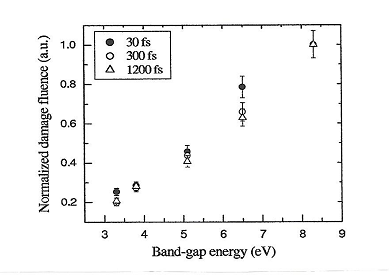
Figure 4. The experimentally determined relationship between energy gap (material) and damage threshold.
High index materials – low energy gap- have lower damage resistance than higher (wider) band energy materials. (Reference 4)
An important conclusion from this study is that the LIDT is determined by material properties (which are optimum for IBS films) rather than by process-induced internal defects and impurities (which is often the case with other deposition processes).
In Figure 3, we learned that SiO2 has the highest band energy and LIDT. Low band energy, high-index materials behave oppositely. An alternative approach to increasing LIDT of fast coatings is to modify the high-index oxide-compound composition by admixing different percentages of SiO2. Readers will recall many CMN discussions concerning specially admixed E-beam materials with improve physical properties compared to pure (base) compounds. An example of these specially mixed materials is IR fluoride materials designed to replace ThF4 that exhibits lower stress, increased humidity durability, and better rate consistency. Metal oxide mixtures were also developed to improve wear resistance. The same composition mixing approach can benefit laser coatings.
Selective relative mixing ratios can be deposited by co-sputtering two individual target materials using two ion sources or one ion source to alternately sputter two targets. Two targets mounted adjacent to each other are moved in the beam to proportionately sputter both targets simultaneously. A silicon target and a metal target, such as Hf, Ta, Ti, Al, or Nb, can be used to form oxide mixtures with SiO2. Significant increases in LIDT have been reported to increase the relative SiO2 composition. A high reflection (HR) mirror coating, where high-index layers were composed of 30% TiO2 and 70% SiO2, exhibited a ~2X higher damage threshold compared to pure TiO2/SiO2 construction [5].
A similar composite process using HfO2 and SiO2 reported producing amorphous smoother coatings because of pure materials layers [6].
Finally, we remind readers of some spectral limitations are fundamental to specific materials. SiO2 is the lowest index material for wavelengths between ~220 nm and 2000 nm, consequently SiO2 is included in all high efficiency coating designs that require the highest index contrast. Except for TiO2, which has an absorption in the 800 nm to 100 nm region, oxides of the metals referenced above (Hf, Ta, Ti, Al, and Nb), are transparent from the near-UV to SWIR wavelengths.
Challenges encountered with short duration, high repetition rate, and high energy lasers involve optimized coating materials and processes that deposit and grow films with the required properties to achieve high LIDT. Ion beam sputtering and magnetron sputtering produces dense amorphous stoichiometric composition, surpassing thermal processes in the coating production industry. Atomic layer deposition (ALD) is evolving from laboratories to additional applications as the required high substrate temperatures are reduced to values less than ~200⁰ C. ALD and IBS improve upon pre-existing coating quality barriers for continuous wave (CW) and pulsed laser applications [6]. Further increases in LIDT are related to coating design to accommodate the group velocity and phase delay that otherwise would exist in ultra-fast laser coatings.
We briefly discussed the materials and behaviors associated with very high repetition rate laser technologies ranging from coating material to processes that lead to increased damage thresholds for optical components experiencing ultrafast pulse durations. High-rate exposure has different effects on classic oxides related to its bandgap and variable stability of sub-oxide states. Increasing repetition rates from continuous wave to femtosecond and beyond, IR and UV wavelength lasers reduce damage to tissue during laser surgery, vaporize metal for cleaner cuts, and induce multiphoton ionization, resulting in improved resolution of tissue imaging and improving the health of the patient.