Strain hardening is one of the most-used means of adding strength to an alloy. It is the use of permanent deformation to increase the strength of the metal. Other names for strain hardening are cold work and work hardening.
No discussion of strain hardening would be complete without mention of the term “temper”. Temper is a description of the amount and type of processing done to a material at the mill, including cold work and thermal treatments. This is what is meant when an alloy is described as half hard, full hard, spring temper, etc. Higher strength tempers of a given alloy will have less formability than lower strength tempers of the same alloy because some of their capacity for strain hardening has already been used up in the cold rolling process.
This is why formability of strip material decreases with increasing temper. Precipitation hardenable alloys like copper beryllium or nickel beryllium tend to have better strength to formability ratios than alloys that are strengthened entirely by cold work, since alloys that are heat treated do not require as much cold work to reach a given strength level. Learn more about our high-strength copper-beryllium alloys here.
When a material is permanently deformed, the dislocations move until they are stopped by something else in the crystalline lattice, like grain boundaries or alloying elements. However, one of the most effective dislocation-stoppers is another dislocation. When dislocations run on different planes and intersect, they cannot pass through each other. The dislocations pile up against each other and can become intertwined. This dislocation entanglement prevents any further permanent deformation of that particular grain without the use of significantly greater energy. This increases the strength of the material under any subsequent loading.
Figure 1 below shows what theoretically happens during strain hardening. A certain amount of strain (deformation) is put into the material (gray line). When the load is removed, the material returns to a state of zero stress along a path perpendicular to the elastic loading line (purple squares). When the material is reloaded, it follows the same path up to the original stress-strain curve (blue line). However, the material’s elastic limit has been increased by a certain amount. The new yield strength (green dotted line) is now substantially higher than the old yield strength (dashed red line). Additionally, the total elongation has now diminished. This increase in strength will therefore diminish ductility and formability.
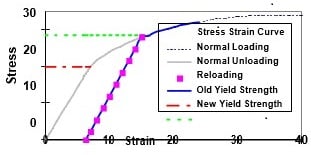
Figure 1. Stress-Strain Curve With Strain Hardening Illustrated
Figure 2 shows the cold rolling process used to increase the temper of strip materials. The strip is passed between two rollers that exert heavy pressure. The strip is compressed through the gap and becomes much longer and thinner. The grains in the metal also become elongated. This permanent deformation causes the dislocations to pile up, which increases the strength of the material. Additionally, the larger grain boundary area serves as an inhibitor to subsequent dislocations.
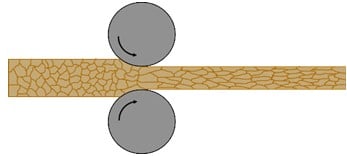
Figure 2. Representation of Cold Work Being Rolled Into Copper Alloy Strip
The degree of cold reduction determines the strength of a metal. As the percent cold work increases, so does the strength. Conversely, the total elongation decreases as cold work increases. Figure 3 shows the relationship between strength, elongation and cold work for yellow brass. If the percent cold work increases past a certain point, there are diminishing returns on strength. This is because at higher reductions, there are fewer free dislocations to become entangled. Also, the elongation (ductility, formability) decreases rapidly with cold work. Since the material is less able to plastically deform, fracture becomes much more likely.
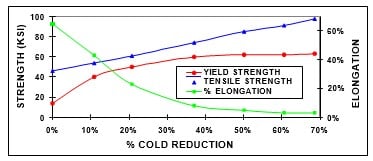
Figure 3. Effect of Cold Work on Strength and Ductility
At high levels of cold work, the material becomes very difficult to further process or form. If it must be formed, or reduced further in thickness, then annealing becomes necessary. This is a high temperature soak, which causes the grains to recrystallize. Old grains are obliterated, and new grains, complete with new dislocations, start to grow. All effects of the prior cold work disappear. This returns the strength and elongation of the material to the starting (no cold work) value. The material is then ready for any further cold work that may be necessary.
The final temper of a strain-hardened material is the amount of cold work applied to it after the final anneal. Annealing must be done at a high enough temperature and at a long enough time to destroy the old grains. The time must be short enough and the temperature low enough to prevent new grains from growing too large.

Figure 4. Growth of New Grains Within Old Grains During Annealing and Recrystallization
Cold work is one of the most important means of improving the strength of metals. However, a balance must be struck between the amount of strength imparted to the metal and the amount of ductility lost. Harder tempers like spring and superspring have high strength and low ductility (bad formability), whereas softer tempers like annealed and 1/4 hard have low strength and high ductility (very good formability). When choosing a material for a connector, it is best to use the highest strength material that still meets the formability requirements of the design.
Thanks for joining us for another edition of In Our Element. For ongoing industry updates, connect with us on LinkedIn.